
新聞資訊
新聞資訊
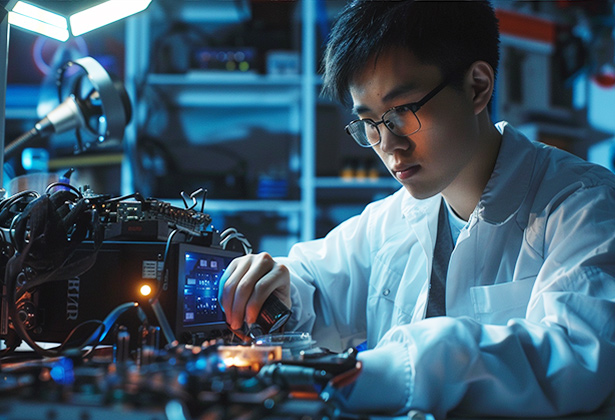
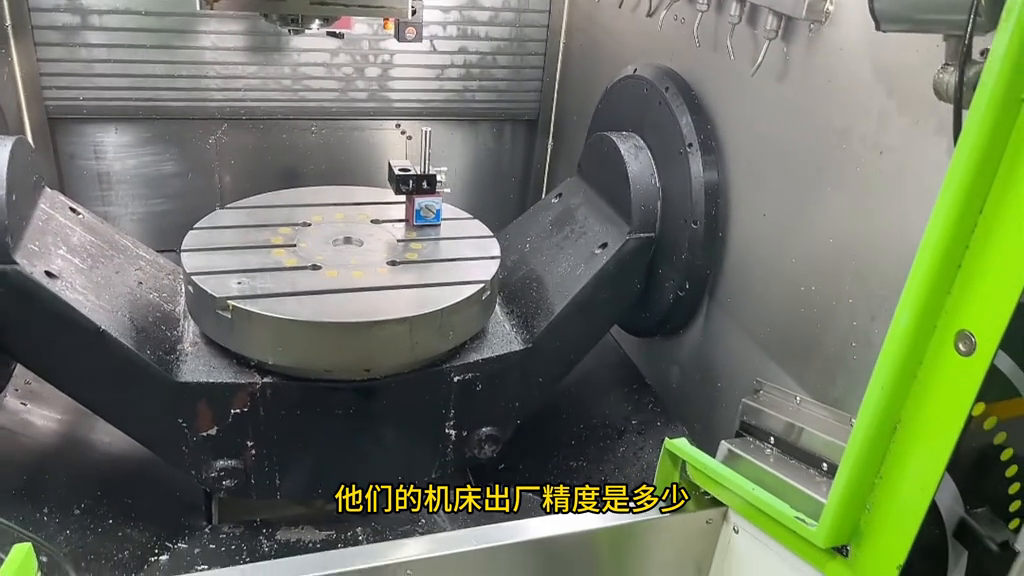
大家好我是CNC技術(shù)應(yīng)用,我們現(xiàn)在在用這臺雷尼紹激光干涉儀檢測調(diào)試這臺普銳米勒U500、搖籃式五軸的機(jī)床整體精度。
現(xiàn)在同事正在調(diào)試這臺激光干涉儀,需要把這臺激光干涉儀內(nèi)部射出的激光通過鏡片再折射到Z軸的鏡片上,激光再原路返回。現(xiàn)在正在檢測的是Z軸的精度,和大家說一下激光干涉儀的作用。

它可以檢測機(jī)床各個線性軸的各項精度,比如說定位精度,也就是從a點到b點的定位準(zhǔn)確度。然后是重復(fù)定位精度,就是a點到b點的往復(fù)定位精度。還有就是線性軸的背隙,線性軸的絲杠在長期的運行過程中必然會產(chǎn)生一些磨損,磨損就會產(chǎn)生間隙,間隙導(dǎo)致精度上的損失。
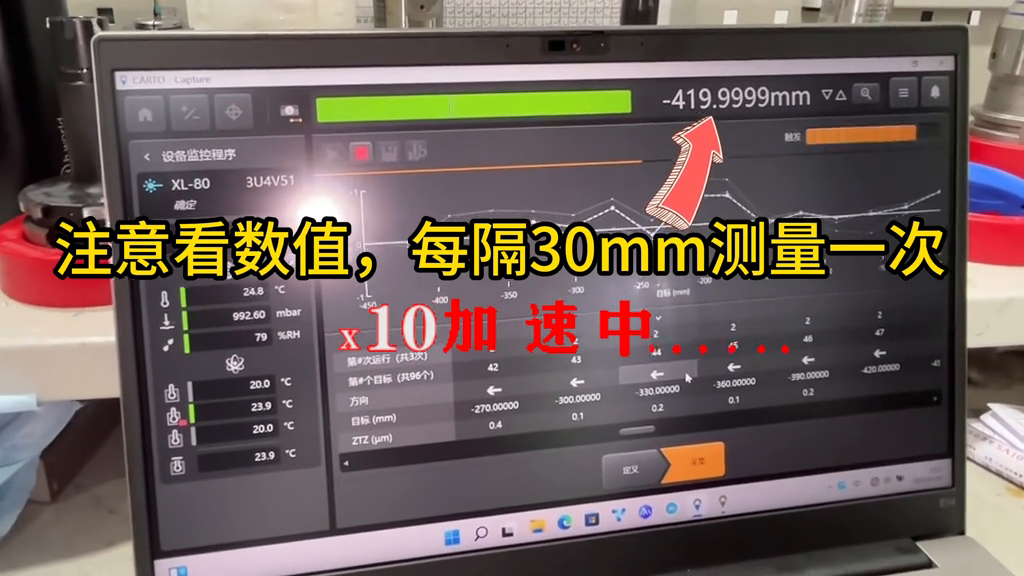
所以我們通過激光干涉儀檢測絲杠全行程每段的誤差。因為日常加工中一般的絲杠中間磨損是比較嚴(yán)重的,所以在檢測時以30毫米為一段分段的檢測絲杠的間隙。測量完之后所有的數(shù)據(jù)都會上傳到電腦中,我們能查看到。

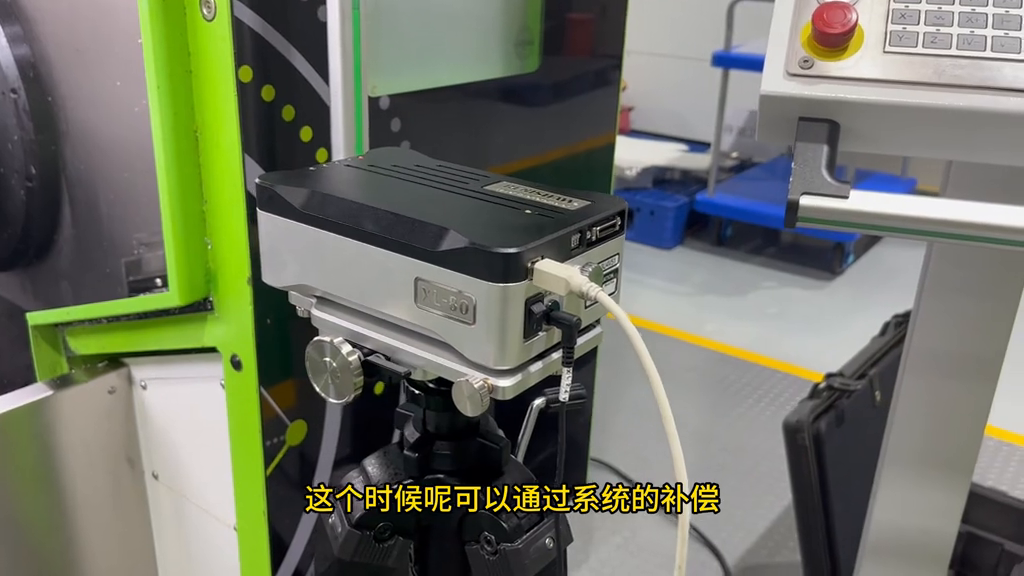
這個是檢測的過程,但是我們?nèi)绾稳バ拚@個誤差,總不能因為絲杠的正常磨損就定期更換絲杠。這個時候可以通過系統(tǒng)的補(bǔ)償把激光干涉儀檢測出來的間隙值直接輸入到系統(tǒng)中,讓它自動進(jìn)行一個補(bǔ)償。
我們現(xiàn)在第一次檢測已經(jīng)完成,我們來看一下誤差值,這個位置不確定度5.2個um,這個意思就是定位精度的意思,5.2個um,這是一個不錯的數(shù)據(jù)。要知道這是一臺兩年到三年的一個機(jī)床,每天都在使用。
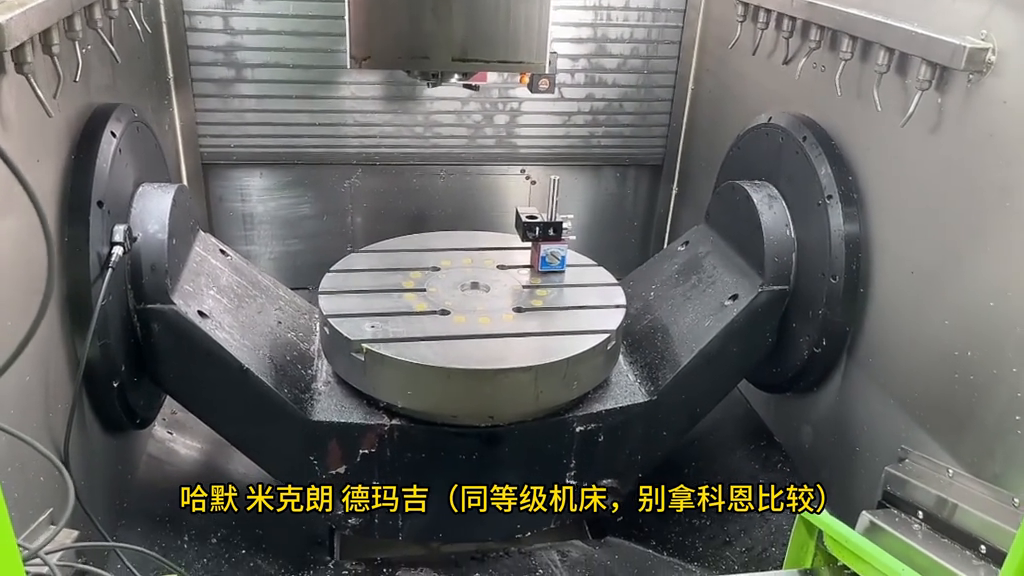
目前市面上絕大部分的三軸機(jī)和五軸機(jī)在出廠的時候定位精度也才標(biāo)到6個um左右,不信大家可以去看一下哈默米克朗德瑪吉(同等級機(jī)床,別拿科恩比較),它們的機(jī)床出廠精度是多少?然后把測量得到的間隙值輸入到海德漢系統(tǒng)的,這個線性軸補(bǔ)償界面里面這個功能是所有系統(tǒng)都有。補(bǔ)償完成以后再做一次激光看看精度能優(yōu)化到什么程度。
·在補(bǔ)償完之后現(xiàn)在開始做第二次的檢測,需要注意無論什么機(jī)床怎么補(bǔ)償都不可能把誤差消除到0,只能把誤差盡量的縮小,誤差是必然存在的。
·一會來看一下優(yōu)化后的數(shù)據(jù)反饋。現(xiàn)在Z軸不斷的在移動,就是檢測每30毫米它所存在的間隙值是多少,注意看數(shù)值每隔30mm測量一次。
現(xiàn)在第二次檢測完成了來看一下激光干涉儀反饋的數(shù)據(jù)。全行程往復(fù)測量了三次,最后得到的數(shù)據(jù)是位置不確定度,也就是定位精度2.1個um,最大分散度也就是重復(fù)定位精度1.8um,最大反向誤差0.4個um,這就是絲杠的反向間隙。
這個算是非常好的數(shù)據(jù)了,可以看一下溫度是在28度左右去測量的,這個就是激光干涉及檢測精度和修正精度的方式。如果你覺得你的機(jī)床精度差,加工尺寸不準(zhǔn)確或者銑孔有橢圓,在排除其他機(jī)械故障之后可以打一次激光試試,效果是非常好的。


發(fā)布日期: 2024-04-08

發(fā)布日期: 2025-04-24

發(fā)布日期: 2023-11-27
發(fā)布日期: 2024-12-09
發(fā)布日期: 2024-05-24
發(fā)布日期: 2024-04-15

發(fā)布日期: 2024-08-28

發(fā)布日期: 2024-04-29
發(fā)布日期: 2025-05-19
發(fā)布日期: 2025-05-19
發(fā)布日期: 2025-05-19
發(fā)布日期: 2025-05-19
發(fā)布日期: 2025-05-19